Capabilities
 Material Preparation
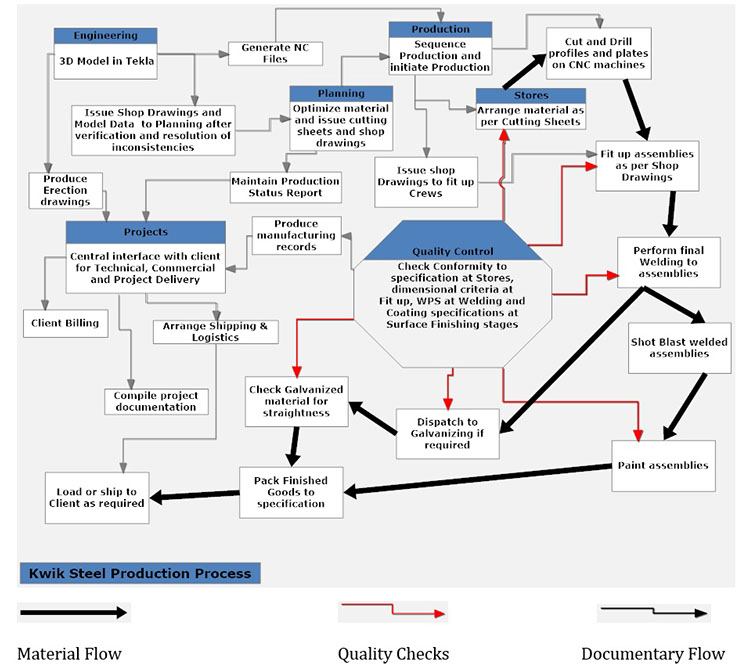
Material PreparationFrom the point of raw material receiving, right up till the finished structures are packed the material flows in one direction. The movement of material is handled by sixteen 10 ton overhead cranes. As far as possible, all profiles and beams are cut and drill on fully automatic CNC machines with their own conveyor systems. At this stage itself, each main assembly profile is machine punched with an assembly mark numbers for easy traceability and erection. Similarly, each plate part is also automatically machine punched during the cutting and drilling process as per the drawings for easy identification during fit up stage.
Angle and section rolling, plate rolling, gas cutting, coping, notching, shearing, bending activities are all performed in our dedicated 4,500 square metre preparation halls.
Assembly Fit UpAfter steel profiles are cut and drilled to size and plate parts are cut, drilled and marked, they are transferred in coordination with the work plan to the fit up area where fabrication crews meticulously tack weld the plate parts on the relevant assemblies with tolerance maintained in millimetres. Without exception, dimensional quality control checks are performed for all assemblies before they are transferred by trained material handling crews to the full welding area.
WeldingFinal full welding is carried out on all assemblies using advanced CO2 MIG welding machines with automatic wire feed systems. All welding is done strictly in accordance with the established project WPS and all relevant records are maintained. All welding personnel are fully qualified and certified by independent third parties. A full range of NDT testing equipment is available at hand for our QC inspectors to monitor quality in accordance with the ITP. Radiographic testing is also carried out as required through the use of an outsourced agency. After welding and full cleaning of all spatter and other impurities, the welded assemblies are transferred to our automatic shot blasting conveyor system. Any structures to be galvanised are separated and dispatched to our approved galvanising vendors.
Surface FinishingOur fully automated shot blast machine with an opening of 2.8m x 1.6 m is capable of handling large fabricated pieces minimising if not eliminating the need for manual blasting. We have dedicated a total area of 3,500 square metres to the surface finishing activity providing ample buffer areas to minimise bottlenecks at this stage, a predicament often overlooked and so prevalent in the activity of structural steel fabrication. With two paint halls equipped with six 10 ton overhead cranes, we adopt a methodology of “hang and paint” which minimises damages to painted surfaces. All paint equipment is airless spray system ensuring a high quality finish. Our paint QC experts continuously monitor the entire painting activity to exacting standards.
Packing & LogisticsPacking is done in a dedicated area and is supported by overhead cranes. Bundling is done as per the packing list and as far as possible, packed bundles are loaded directly on trailers or containers so that double handling and consequent damage can be avoided. We can either load on to client arranged carriers or we can arrange for road or ship transport to potentially any location in the world.